
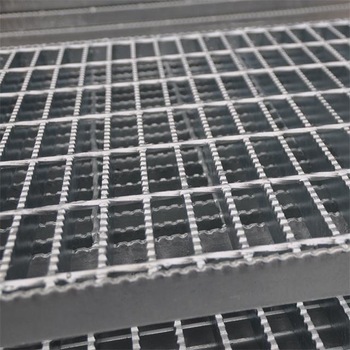
പ്രക്രിയയുടെ രൂപകൽപ്പനസ്റ്റീൽ ഗ്രേറ്റിംഗ്യഥാർത്ഥ പ്ലേറ്റിന്റെ വലുപ്പത്തിനനുസരിച്ച് ഷീറ്റിന്റെ ജ്യാമിതീയ വിവരങ്ങൾ ക്രമീകരിക്കുക എന്നതാണ്.ബെയറിംഗ് ബാറും ക്രോസ് ബാറും ഉപയോഗിച്ചാണ് സ്റ്റീൽ ഗ്രേറ്റിംഗ് നിർമ്മിക്കുന്നത്.കട്ടിംഗ് പ്ലാൻ മെറ്റീരിയലുകളുടെ ഉപയോഗ നിരക്കും ഉയർന്ന ഉൽപ്പാദനക്ഷമതയും കണക്കിലെടുക്കുക എന്നതാണ് ആത്യന്തിക ലക്ഷ്യം.സ്റ്റീൽ ഗ്രേറ്റിംഗ് പ്രക്രിയ പൊരുത്തപ്പെടുത്തലിന്റെ തത്വങ്ങളിൽ പ്രധാനമായും ഇനിപ്പറയുന്ന വശങ്ങൾ ഉൾപ്പെടുന്നു:
1. എല്ലാംദിസ്റ്റീൽ ഗ്രേറ്റിംഗുകൾപൂർണ്ണ പ്ലേറ്റ് വലുപ്പമോ പൂർണ്ണ പ്ലേറ്റ് വലുപ്പത്തേക്കാൾ കൂടുതലോ ഉള്ളവ മുൻഗണന അനുസരിച്ച് പൊരുത്തപ്പെടുന്നുദിനീളം. പൊരുത്തപ്പെടുന്ന വലുപ്പം കഴിയുന്നത്ര ചെറുതും ഏകീകൃതവുമാണ്, കൂടാതെ നീള പരിധി 5-7 മീറ്ററിനുള്ളിൽ നിയന്ത്രിക്കപ്പെടുന്നു.
2. വീതിയിൽ വലുത് മുതൽ ചെറുത് വരെ അല്ലെങ്കിൽ ചെറുത് മുതൽ വലുത് വരെ ക്രമത്തിൽ ചെറിയ എണ്ണം ഇടുങ്ങിയ ബോർഡുകൾ ക്രമീകരിക്കാം, തുടർന്ന് നീളത്തിനനുസരിച്ച് സമാന്തരമായി അവയെ ഒന്നിച്ച് ചേർക്കാം.
3. വീതി കവിഞ്ഞൊഴുകുമ്പോൾ, എഡ്ജ് റാപ്പിംഗ് വെൽഡിംഗ് പ്രക്രിയ നടത്താൻ അസംസ്കൃത വസ്തുക്കളുടെ ക്രോസ് ബാർ ഉപയോഗിക്കുക, പ്ലേറ്റ് പ്രത്യേകം വെൽഡ് ചെയ്യരുത്.
4. ഇരട്ട-ബാർ വെൽഡിംഗ് മെഷീൻ ഓരോ തവണയും 2 ക്രോസ് ബാറുകൾ അമർത്തി വെൽഡ് ചെയ്യുന്നു, ഒറ്റ സംഖ്യ ഉണ്ടാകാൻ പാടില്ല.
5. ബോർഡും ബോർഡും തമ്മിലുള്ള പൊരുത്തം സോവിംഗ് റോഡിന്റെ വലുപ്പം നിലനിർത്തണം. അത് പര്യാപ്തമല്ലെങ്കിൽ,ദിക്രോസ് ബാർ ഒഴിച്ചിടേണ്ടതുണ്ട്.
6. ഒരു കൂട്ടം ഡ്രോയിംഗുകൾ കർശനമായി തരംതിരിക്കേണ്ടതുണ്ട്. ഒന്നിലധികം ഡ്രോയിംഗുകൾ 200 ചതുരശ്ര മീറ്ററിൽ കൂടുതലാണെങ്കിൽ, ഈ ഡ്രോയിംഗുകൾ ഒരുമിച്ച് പൊരുത്തപ്പെടുത്തേണ്ടതുണ്ട്. വലുപ്പം 200 ചതുരശ്ര മീറ്ററിൽ കുറവാണെങ്കിൽ, അത് ചെറിയ വലിപ്പത്തിലുള്ള ഡ്രോയിംഗുകളുമായി പൊരുത്തപ്പെടുന്നതായി കണക്കാക്കാം.
7. പ്രത്യേക ആകൃതിയിലുള്ള സ്റ്റീൽ ഗ്രേറ്റിംഗിന്, മെറ്റീരിയൽ ലാഭം നേടുന്നതിന് ഡിസ്അസംബ്ലിംഗ്, ബട്ട് ജോയിന്റുകൾ എന്നിവ പരിഗണിക്കേണ്ടത് ആവശ്യമാണ്.
8. 60 മില്ലീമീറ്റർ പരന്ന സ്റ്റീൽ അകലമുള്ള പ്ലേറ്റുകൾക്ക്, അസംസ്കൃത വസ്തുക്കളുടെ നിർമ്മാണത്തിനായി 30 മില്ലീമീറ്റർ അകലമുള്ള കോമ്പ് ക്ലിപ്പുകൾ ഉപയോഗിക്കാം.
പോസ്റ്റ് സമയം: ജൂലൈ-21-2022